Profiloituja peltilevyjä käytetään laajalti teollisuus- ja siviilirakentamisessa. Niitä ei kuitenkaan ole tehty käsin. Kuinka aaltopahvin tuotantolinja on järjestetty, mitä ne ovat ja mitkä ovat erot - myöhemmin artikkelissa.
Ennen kuin tarkastelet laitteita suoraan, jotta ymmärrät paremmin, kuinka sen ominaisuudet määritetään, sinun tulee päättää, minkä tyyppisiä aaltopahvia ovat. Loppujen lopuksi lopputuotteen parametrit määräävät laitteiden valinnan sen tuotantoa varten.
 Terassi, jolla on pienin poimutusarvo (8 mm seinämuutoksille), osoittautuu paljon vahvemmaksi kuin tavallinen galvanoitu teräslevy, josta se on valmistettu.
Terassi, jolla on pienin poimutusarvo (8 mm seinämuutoksille), osoittautuu paljon vahvemmaksi kuin tavallinen galvanoitu teräslevy, josta se on valmistettu.
Se on pitkittäinen kohokuvio, joka lisää sen jäykkyyttä.Siksi rakentajat käyttävät sitä laajasti moniin tarkoituksiin: teollisuusrakennusten aidat ja seinät, kattomateriaalina, lattianvälisten kattojen ja jopa kiinteänä muottina.
Aaltopahvista valmistetut seinät ja katto eivät paina rakennuksia ja niillä on erinomainen tiiviys (alaviite 1).
Luonnollisesti erilaiset tehtävät vaativat erilaisia ominaisuuksia ja siten aaltopahvin valmistuslinjoja.
Kaikki tekniset tiedot kuluttajaominaisuuksista sisältyvät itse aaltopahvin merkintään, mikä on tärkeää tutustua ennen kuinka valita aaltopahvikatto.
Sen tuotannolle on olemassa valtion standardi - GOST 24045-94, jossa kaikki tuotemerkin ominaisuudet on rekisteröity.
Esimerkiksi C44-1000-0,4 tarkoittaa:
- C - materiaalin tarkoitus
- 44 - aallotuskorkeus
- 1000 - hyödyllinen tai arkin asennusleveys
- 0,4 - käytetyn metallin paksuus
Aaltopahvin luokitus (alaviite 2):
- KANSSA - seinäterassi käytetään aitojen, seinien ja väliseinien rakentamiseen
- H - katto aaltopahvia käytetään kattoon
- HC - käytetään kattopäällysteenä ja seinien aaltopahvina
Tärkeää tietoa! Kaikkien tavallisten aaltopahvilevyjen valmistukseen käytetään 1250 mm leveää levyä. Lopputuotteen eri leveydet (yleensä 750 - 1150 mm) määräytyvät materiaalin siirtymisen mukaan aallotuksen korkeuteen: mitä korkeampi profiili, sitä pienempi leveys. Kuitenkin samaan aikaan myös vahvuus kasvaa suhteessa.
Levyjen pituus GOST:n mukaan voi olla 2,4 m seinälle ja 3 m seka- ja kattomateriaalille, jopa 12 m kaikille tyypeille.
Kuitenkin, koska materiaali on rullattu, valmistajat ovat valmiita leikkaamaan tuotteensa mihin tahansa asiakkaalle sopivaan kokoon.
Kattomateriaaleissa on myös useimmissa tapauksissa erityinen kapillaaripoistoura ulkopuolisen aallon yläosassa.
Aaltopahvin valmistuksen raaka-aineena käytetään vain galvanoitua valssattua metallia. Sen paksuus voi olla 0,35-2 mm. Telan vakioulkohalkaisija on 1,2 m, kun taas siinä olevan levyn pituus riippuu metallin paksuudesta.
Teräksessä voi olla joko perinteinen sinkkipinnoite tai ylimääräinen suojakerros maalimateriaalilta tai polymeeriltä.
Tässä tapauksessa pinnoite voidaan levittää yhdelle tai molemmille puolille, kaksipuolisen levityksen tapauksessa se voidaan tehdä yhdellä tai eri materiaaleilla.
Tärkeää tietoa! Luotettavin ja kestävin on synteettisillä polyesterimateriaaleilla päällystetty aaltopahvi. Mutta se on myös kallein ja alttiin suojan mekaanisille vaurioille. Viimeistä haittaa lieventää kuitenkin erityisten korjausyhdisteiden läsnäolo markkinoilla.
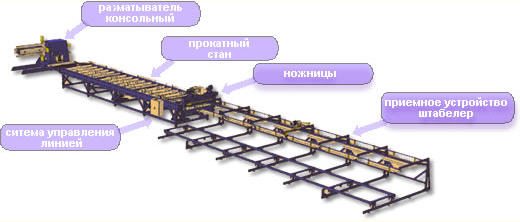
Aaltopahvin tuotantolinjan tyypillinen kaavio sisältää pääsääntöisesti viisi päälaitetta:
- Uncoiler - teräslevyrulla asetetaan sen akselille ja pidetään syötettävänä käsittelypaikkaan
- Muovaustehdas on linjan pääelementti, jossa varsinainen toimitettavan materiaalinauhan profilointi tapahtuu.
- Ohjausyksikkö - täällä voit kytkeä päälle, sammuttaa ja ohjelmoida työlaitteiden parametrit
- Giljotiinileikkurit - heidän avullaan valmis profiili leikataan levyiksi
- Vastaanottopöytä - pääsääntöisesti vastaa tällä hetkellä valmistettavan arkin mittoja (pöydän leveys on kiinteä ja pituutta voidaan säätää). Täällä valmiit tuotteet pinotaan ja pakataan myöhempää toimitusta varten varastoon.
Tärkeää tietoa! Jotkut hyvämaineiset laitevalmistajat, jotka tuottavat erilaisia tuotantolinjoja: aaltopahvin, metallilaattojen, muuntyyppisten valssattujen tuotteiden tuotanto, varustavat tuotteensa lisälaitteilla. Se voi olla esimerkiksi aukirullaajan ja muovauskoneen välissä sijaitseva syöttöpöytä tai leikkausleikkurit, jotka edistävät rullan nopeaa vaihtoa. Luonnollisesti tällaisilla lisäyksillä on myönteinen vaikutus teknologiseen prosessiin ja siten valmiin arkin laatuun.
Minkä tahansa linjan pääelementti on kuitenkin valssaamo. Se koostuu runkoon asennetuista symmetrisistä akselipareista (telineistä), jotka mekaanisen puristuksen vuoksi muodostavat levylle poimutuksen ja rullaavat nauhan itsensä läpi.
Mitä enemmän niitä on, sitä syvempi profiili saadaan. Teippiä eihän voi yksinkertaisesti ottaa ja asettaa tehtaan sisäänkäynnissä haluttuun mutkaan (raaka-aineen leveys on suurempi kuin valmiin tuotteen).
Tässä tapauksessa metalli menettää vähintään plastisuutensa mutkissa ja todennäköisimmin se rikkoutuu. Lisäksi tässä tapauksessa on erittäin vaikeaa venyttää sitä lomakkeen läpi.

Kuljetuksen aikana alkuperäinen materiaali vääntyy pienemmästä mutkista suurempaan. Vastaavasti muodostussylintereiden halkaisija kasvaa parista pariin ja niiden välinen etäisyys pienenee viimeiseen telineeseen asti, jossa aaltopahvi saa suunnitellun koon.
Kuvattujen tekniikan ominaisuuksien yhteydessä on käytännössä mahdotonta valmistaa eriprofiilisia tuotteita samalla tehtaalla.
Jokainen tyyppi vaatii oman sängyn leveyden jalustan asennuspaikassa sekä vastaavan sylinterien halkaisijan. On kuitenkin olemassa malleja, jotka mahdollistavat materiaalin valmistamisen samalla aallotuskorkeudella, mutta eri levyleveydillä.
Teoreettisesti on mahdollista valmistaa myös muita, joilla ei ole liian suuria aallotuksen korkeuseroja, valssattuja tuotteita. Tässä tapauksessa tarvitset kuitenkin täydellisen varustesarjan, mukaan lukien jalustat ja giljotiinileikkurit.
Asennustöiden kustannukset huomioon ottaen tällainen ratkaisu ei taloudellisesti poikkea paljon uuden linjan asennuksesta. Mikä tahansa valmistaja voi vaihdella metallin paksuuden, sen pinnoitteen tyypin ja valmiin aaltopahvin pituuden.
Runkoon asennetaan käyttövoimana sähkövoimalaitos, jonka teho määrää käsitellyn metallin maksimipaksuuden ja valssausnopeuden.
Tehdas ei kuitenkaan vain suorita päätyötä itse, vaan se on myös tukirakenne jollekin muulle laitteelle - ainakin ohjausyksikölle ja giljotiinille, jolla on myös tärkeä rooli.
Giljotiinin leikkurit sisältävät minkä tahansa ammattimaisen lattian tuotantolinjan. Ne toistavat lähtevän profiilin geometrian ja niissä on hydraulinen, sähkömekaaninen, harvemmin pneumaattinen käyttö.
Tuotteiden laatu riippuu suurelta osin niistä, koska aaltopahvin reunassa ei saa olla purseita, ja leikkauskohdassa muodostunut taivutus ei saa vaikuttaa arkin pituuteen yli 0,5 mm (GOST:n mukaan).
Koska saksien leikkuureunat ovat tärkein työelementti, joka vaikuttaa näihin indikaattoreihin, ne vaativat ajoittain teroitusta tai vaihtamista.

Koko mekanismisarjan ohjaamiseen käytetään ohjausyksikköä. Valmistusprosessin alussa se ohjelmoidaan tietylle lähdemateriaalin paksuudelle, pinnoitetyypille ja tässä asetetaan myös tarvittava arkin pituus.
Näissä laitteissa on elektroniikka, joka sammuttaa linjan ongelmatilanteissa.
Tällaisella ohjaimella varustettua aaltopahvin tuotantolinjaa pidetään puoliautomaattisena. Tämä johtuu siitä, että uuden metallinauhan täyttö vanhan telan päätyttyä tapahtuu manuaalisesti.
Muun ajan henkilökunta (jota edustaa yksi työntekijä useimmilla linjoilla) jää tarkkailemaan toimintahäiriöiden puuttumista - laitteet tekevät kaiken itse.
Ja nyt sinun tarvitsee vain tutustua levykaton asennusohjeetja kotisi muuttuu!
Tietolähteet
- Artikkeli osoitteesta
- Suurin kattomateriaalien valmistaja
Auttoiko artikkeli sinua?